
It’s 1924, you’re taking your family on a weekend trip to the big city. For every generation before you, this would have been a difficult train journey or a multi-day journey by horse. But not for you, because you just bought a car!
Suddenly, you could travel anywhere at any time. It was the ultimate freedom, and car ownership took off around the world.
But all of this was only possible because cars had just become affordable. Well, one car did: the Ford Model T.
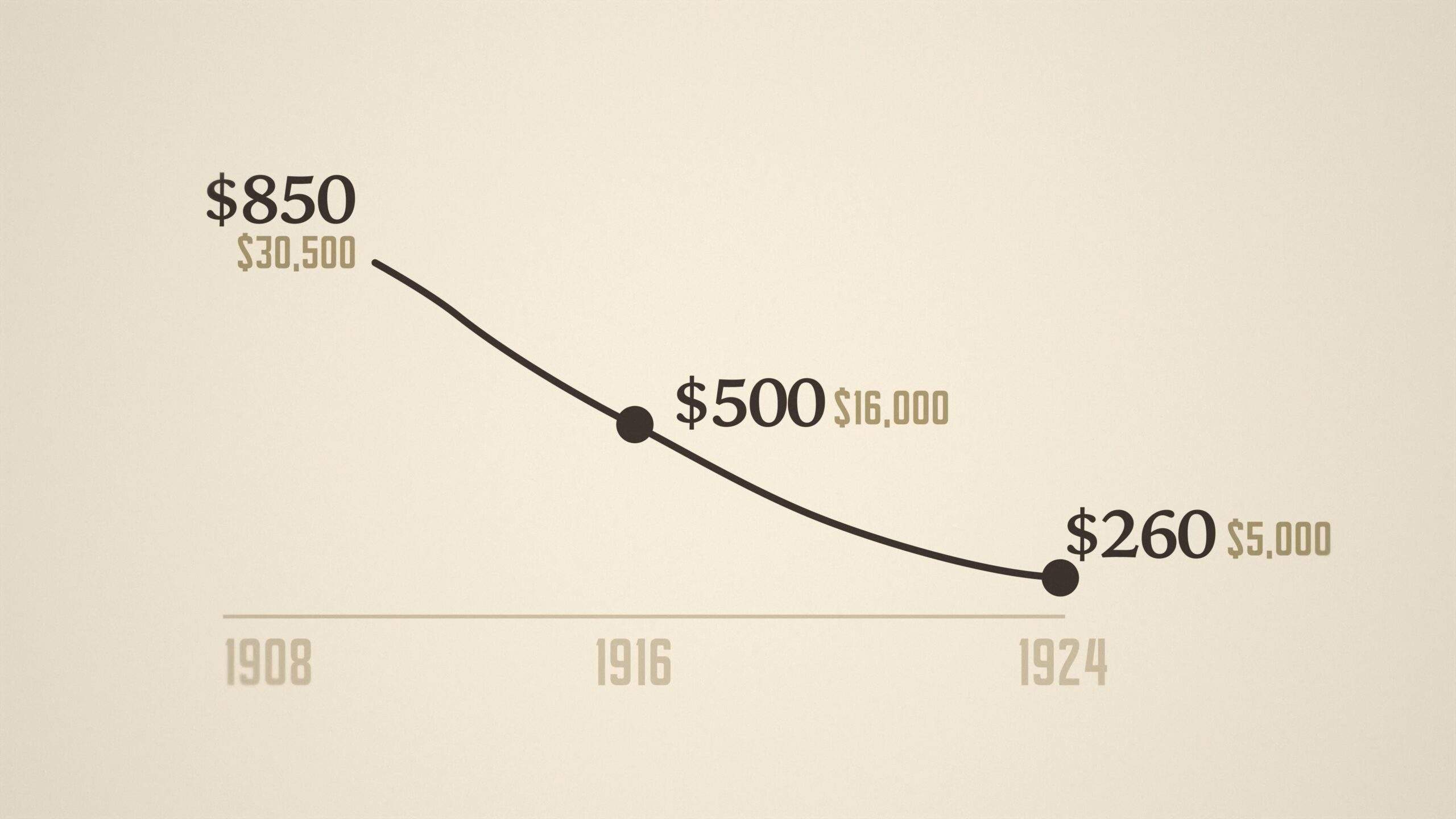
When it launched in 1908, it cost just $850, around $30,000 in today’s money. But just a few years later, that price was cut in half – and by 1924, it had fallen all the way to just $260.
Ford was undercutting the competition massively, and more Model Ts were being produced than all other car models combined.
But the Ford Model T was by no means a special car, the real breakthrough was the factory it was made in.
The Model T factory
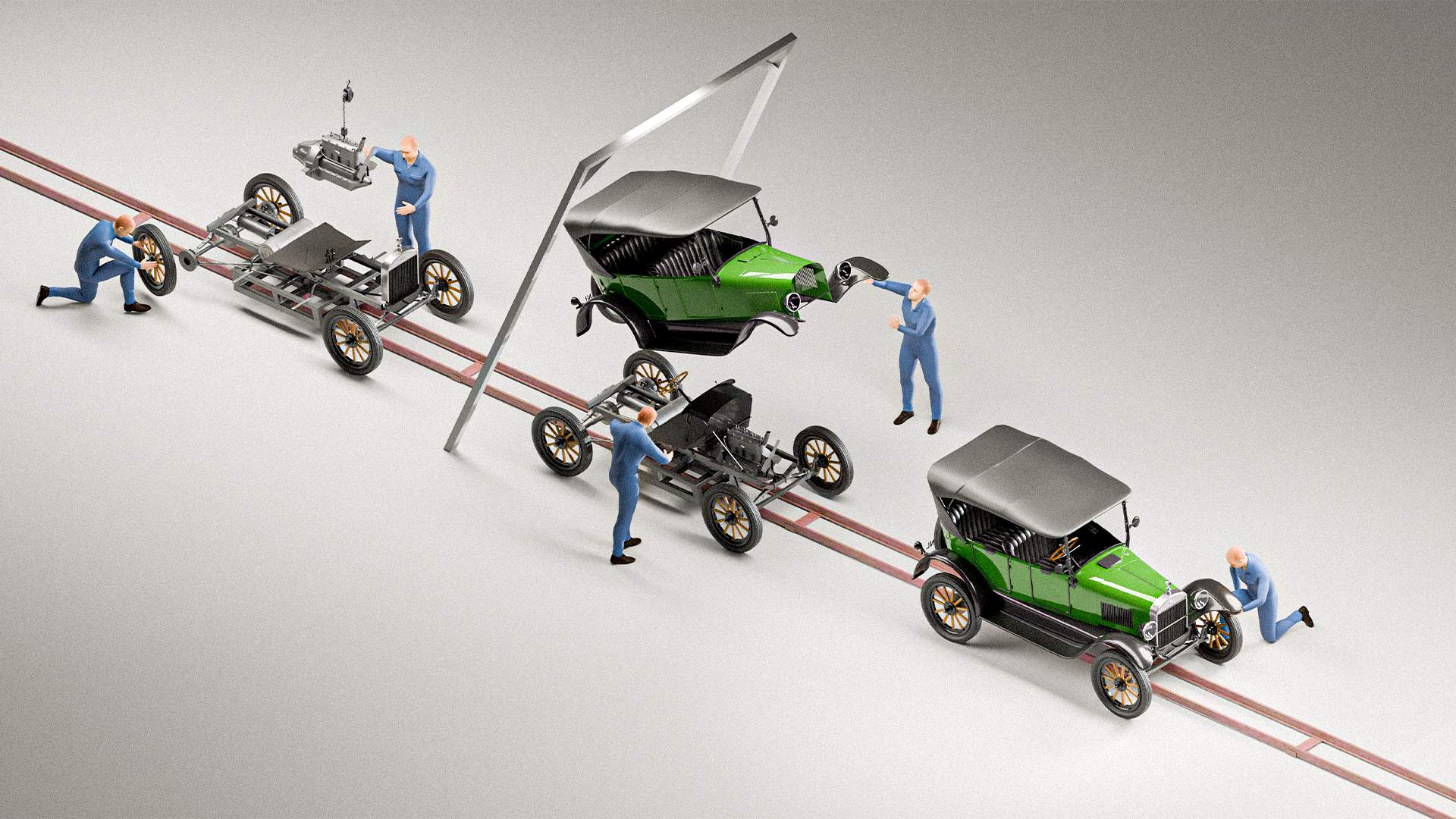
This place was an efficiency machine. Raw materials came into the factory and finished cars left. Instead of cars being carefully handcrafted on a workbench, a constant flow of chassis moved through the factory 24/7, and parts were added continuously.
This genius idea took the total assembly time from 12 hours down to just 90 minutes – with a new car leaving the factory every 40 seconds. It was the ultimate form of efficiency, and set the foundations for how almost everything still gets made to this day.
To understand just how monumental Ford’s impact was, we need to look at car factories before the Model T.
Factories before the Model T
Normally, cars would be assembled on a stand by a team of skilled craftsmen. Almost nothing was automated, and a lot of time was spent simply walking around the factory and bringing parts to the car. Any delay in a single task meant that the other workers had to wait to do their task.
The whole process was slow and expensive, and a typical car company like Cadillac could only make around 2,000 cars each year.
To make cars affordable for the masses, they’d have to be produced in enormous quantities – and no one understood this more than the Ford Motor Company. Henry Ford himself often gets the credit for turning his factory into an assembly line. But in reality, the idea came from one of Ford’s production engineers William Klann.
Slaughterhouse visit
At the start of 1913, he visited a meat-packing factory in Chicago, which was known to be one of the most efficient factories in the country. When he was there, he was amazed by what he saw.
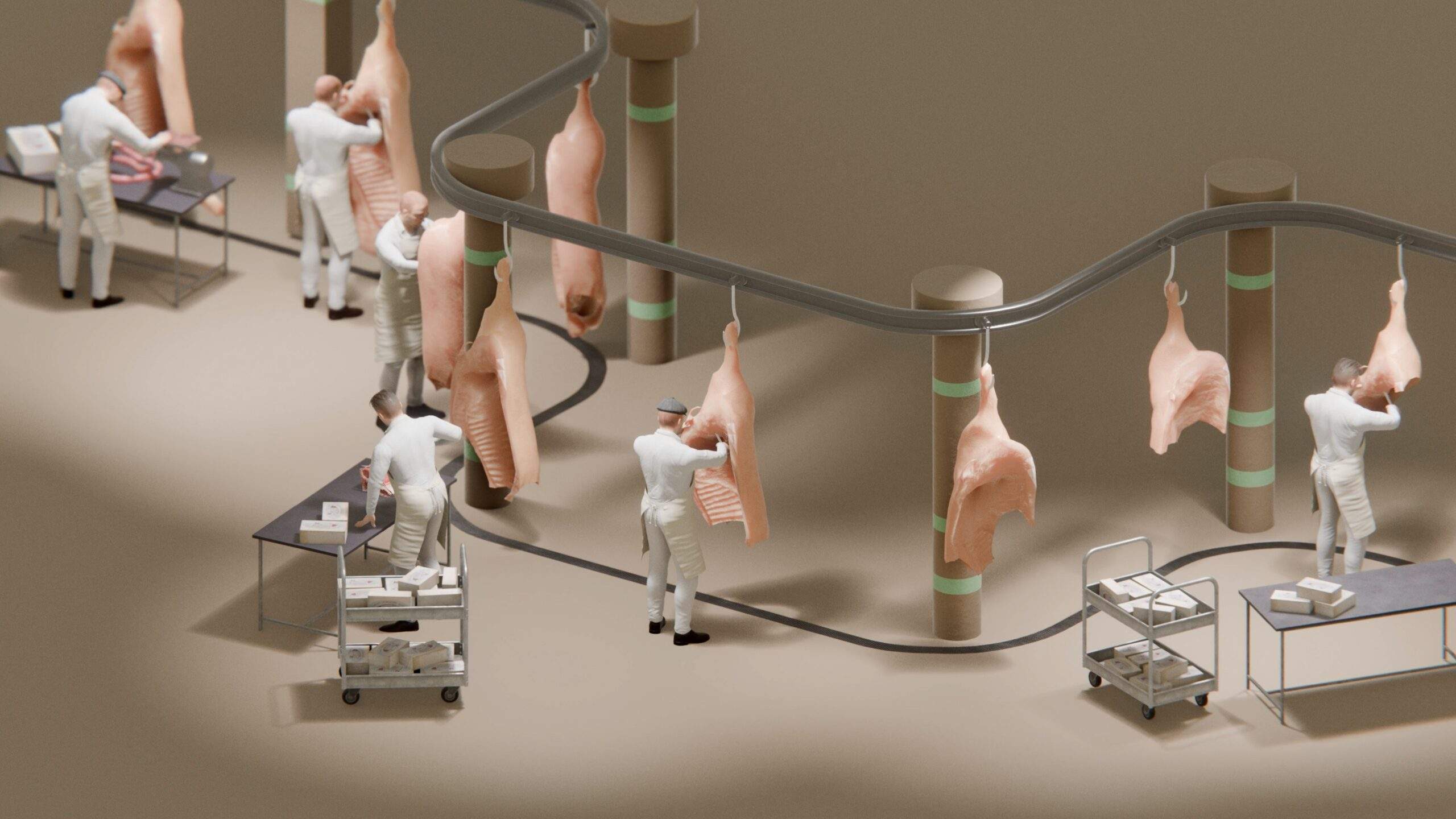
The animals were hung from a rail on the ceiling and moved to various stations around the factory, where they were cut up, processed, and packaged, ready to be shipped out. The whole process was simplified down to the most basic tasks and spread across multiple workers. Since the work travelled to the workers, and the workers were simply repeated the same task, it sped up production massively.
This gave William an idea. Although this process worked for taking apart an animal, perhaps it could work for putting together a car.
He took the idea to Ford, and they immediately began testing it out on a relatively simple part, the flywheel magneto.
Normally, a team of 30 workers would each assemble entire magnetos at individual workbenches. With this setup, around 800 magnetos could be made per day.
Ford got rid of the workbenches and installed a single long steel table. The workers were arranged in specific positions and instead of assembling a complete magneto, they were told to only perform a single task and slide the magneto on to the next person.
Since each worker was just repeating the same task, they could work extremely quickly – and since the magneto travelled the smallest possible distance between tasks, it brought the total assembly time down from 20 minutes to just 13 minutes.
To speed up the process even more, Ford replaced the table with a conveyor belt that moved at a constant speed. This caused the slow workers to speed up, and the fast workers to slow down, balancing out the line and keeping everything in sync.

In just a few months, the assembly time dropped to just 5 minutes, and Ford went from producing 800 magnetos a day to almost 3,000.
This way of working was so successful that Ford immediately began trying to use it for more complex parts.
The engine for example took around 10 hours to produce and had to travel over 1,200 meters around the factory as it moved from one machine to another.
Mechanical to electrical power
Ford knew that arranging these machines in a more logical order would massively speed things up, but at the time, this was simply impossible.
Most factories were mechanically powered, meaning a large driveshaft at the center of the factory provided turning power to the machines through a complex system of pulleys. Since each machine required a specific amount of speed and power, they had to be placed near a pulley that was geared to that specific speed.
The result was that heavy machinery ended up on one side of the factory, and more lightweight machines ended up on the other side. It was completely unoptimised, and workers wasted a lot of time simply moving parts around the factory from machine to machine.
To get around this, Ford decided to make the entire factory electric, and set up an enormous power station at the factory which produced 34 megawatts of electricity. With this, Ford could get rid of the heavy and dangerous driveshafts and simply run cables to power each machine individually.
With no restrictions on where the machinery could be placed, Ford rearranged the engine assembly line, and the total travel distance was reduced from 1,200 meters to just 90.
Special milling machines were made that could produce 15 engine blocks at a time, cutting the total assembly time in half.
Sub-assembly lines
Throughout 1913, Ford went crazy, creating new assembly lines, installing custom-made machines and simplifying jobs down to their most basic tasks.
The radiator, which was made up of 95 thin metal tubes, had to be fitted and hand-soldered by a skilled worker. Ford built a machine that arranged the metal tubes and passed them through a furnace to do the soldering automatically. This took the production time from around 3 minutes down to just 10 seconds.
Parts that had to be machined on a lathe first required the workers to screw the part into place using 4 screws, and unscrew it when it was finished. Ford redesigned the lathe to have an automatic clamp, which reduced the duration of each task by more than 90%.
Thanks to all of this optimization, the total amount of man hours to produce a single car went from 450 hours to just 150 hours.
Workers keep quitting
But there was at least one downside to this new way of working. The work had become so monotonous for the workers, that more and more people started to quit.
New workers were constantly having to be hired and trained into their role, which started to hurt the overall efficiency of the factory. Henry Ford saw this and decided to do something that would be unimaginable today.
$5 dollar workday
He announced that Ford would raise the daily salary for all workers from $2.34 to $5, and shorten the workday from 9 hours to 8 hours. With the appeal of earning way more and working less, more than 10,000 people turned up the next day to apply for a job, and Ford never had trouble with losing workers again.
In order to make the Model T available to the masses, Ford had spent the entire year rearranging machinery and setting up assembly lines with one goal: make as many cars as possible.
All of the fixed costs like the factory and machines stayed basically the same no matter how many cars they produced – and so the more cars they made, the cheaper it would be per car.
It may seem obvious now, but at the time, none of this had been figured out, and Ford was really pioneering the idea of mass production. By the end of 1913, Ford had more than doubled its daily output, and the price of a Model T had dropped by almost $200.
But although Ford had optimized the assembly of thousands of parts, the final cars were still being assembled at stationary workbenches, and this quickly became the bottleneck for the entire production. And so, in 1914, Ford set up the holy grail of factory efficiency, the final assembly line.
Model T final assembly line
The idea was simple. All of the sub-assembly lines would feed a constant supply of finished parts into the final assembly line, where they would be mounted onto the chassis as it moved through the factory. The entire assembly process was studied and broken down into 45 individual steps, assigned to 140 workers and spread out across the line. Here’s how it worked.
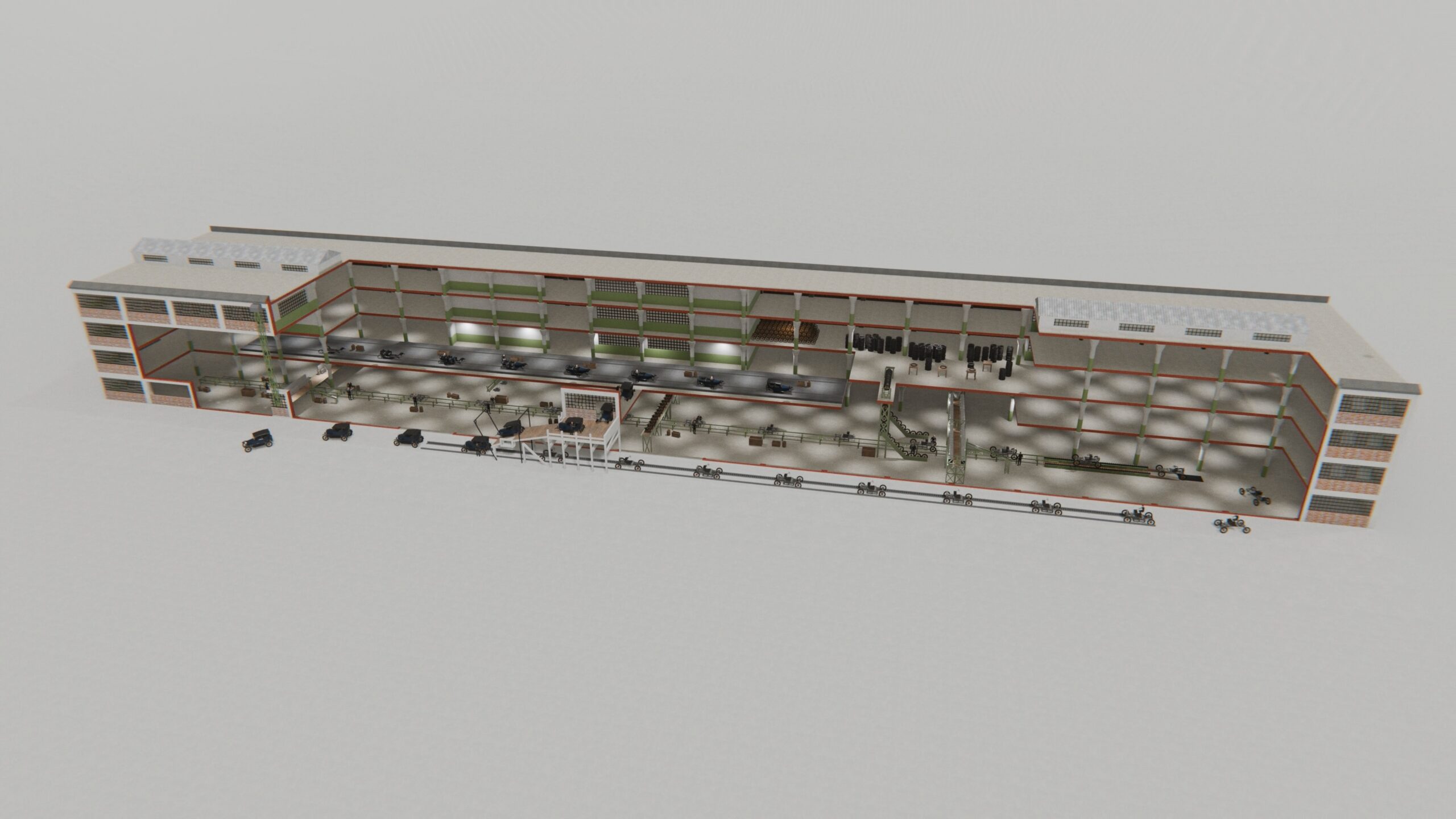
Basic chassis would leave a sub-assembly line and enter the start of the final assembly line, where they would get pulled along by a chain-driven sled. As the chassis moved down the line, workers added the front and rear axles, and soon after, the gas tanks, which were conveniently rolled down a chute from a sub-assembly line above.
Further down the line, the engine would be dropped into place from an overhead rail that fed the workers with a constant supply of finished engines. The dashboard, steering, exhaust and pedals would all come together in a quick sequence of tasks.
Finished wheels from the sub-assembly line would drop down holes in the floor, and two workers would attach all four wheels to the car. The radiators were stored in a raised platform above, and would slide down a chute, ready for the workers to install.
For work that had to be done underneath the car, special creepers were made that could clamp onto the chassis as it moved. This meant that workers could lie down and work on the car with both hands, as they got pulled along.
After 44 steps, the cars would be driven off the assembly line under their own power onto another assembly line outside the factory. Just above the final assembly line was the body shop. Here all of the body parts were stamped and assembled into a lightweight piece and moved outside to a platform. The finished chassis would move under this platform, and the body would be lowered on top, completing the entire assembly in just 90 minutes.

By the end of 1914, Ford had set up three identical assembly lines to raise its daily output from 450 to well over 1,000 cars a day. This increase in production allowed Ford to drop the price of its touring model to just $345 by 1916.
But no matter how efficient the factory became, there was still one huge bottleneck. Although the overall labour costs per car were low, most of the cost per car went into buying the materials, which were still being purchased externally.
Vertical integration
Ford realised that if it could control the production of every part, right down to pulling the material out of the ground, it would save enormously on costs and guarantee a constant supply of parts.
Ford purchased iron ore mines in Michigan and Minnesota, coal mines in Kentucky, Forests for wood, rubber plantations for tyres, a fleet of ships and its own railroad. Ore from the mines was delivered into the factory using its own trains, where it was transformed into steel using furnaces, powered by its own coal.
In just a handful of years, Ford had taken complete control of basically every material needed to make the Model T, and it brought the total material cost per car from $590 to just $190. Ford had mastered the art of mass production.
Year after year, it kept producing more and more cars, finally reaching a peak in 1923 when it produced more than 2 million and its price dropped to just $260.
By this point, almost everything inside the factory had been optimized. But Henry Ford had one last idea, an idea that was so significant, it still benefits us all to this day.
The weekend
He recognised that the health of his workers made a difference in the overall quality and output of work. Someone that was well rested and refreshed would come to work and do a better job. At the time, normal factory jobs still required long 10 to 15 hour shifts with only a single day off on Sundays.
To give his workers more rest time, and ensure that they came to work more refreshed, he introduced the 5-day work week. Workers would now make $6 per day, but only work 40 hours a week and have two days off at the end. He literally invented the weekend, and it worked!
Ford saw a noticeable increase in productivity, and after this, almost all industries adopted this working schedule, and it’s why we still have it today.
It’s hard to overstate just how impactful Ford’s ideas were on our society. Today, almost every manufactured product like TVs, phones, refrigerators, washing machines are only available in large quantities and at low prices because of the incredible engineering that happened inside this factory.












